 What is a Die or Tooling?
What is a Die or Tooling?
A stamping die is a special, one-of-a-kind precision tool that cuts and forms sheet metal into a desired shape or profile. Often only one die is made to stamp out a certain part shape or type. The exception to this rule is when the volume of parts is so high that a stamper needs to run a die continually to meet the quantity requirements. In this case, it may be necessary to create two identical dies. When one dies is in need of repair or maintenance, the other die can take its place. Dies often are referred to simply as tooling.
Description of A Die
A die set is the fundamental portion of every die. It consists of a lower shoe, or a die shoe, and an upper shoe, both machined to be parallel within a few thousandths of an inch. The upper die shoe is sometimes provided with a shank, by which the whole tool is clamped to the ram of the press. Because of their much greater weight, large dies are not mounted this way. They are secured to the ram by clamps or bolts. However, sometimes even large die sets may contain the shank, which in such a case is used for centering of the tool in the press.
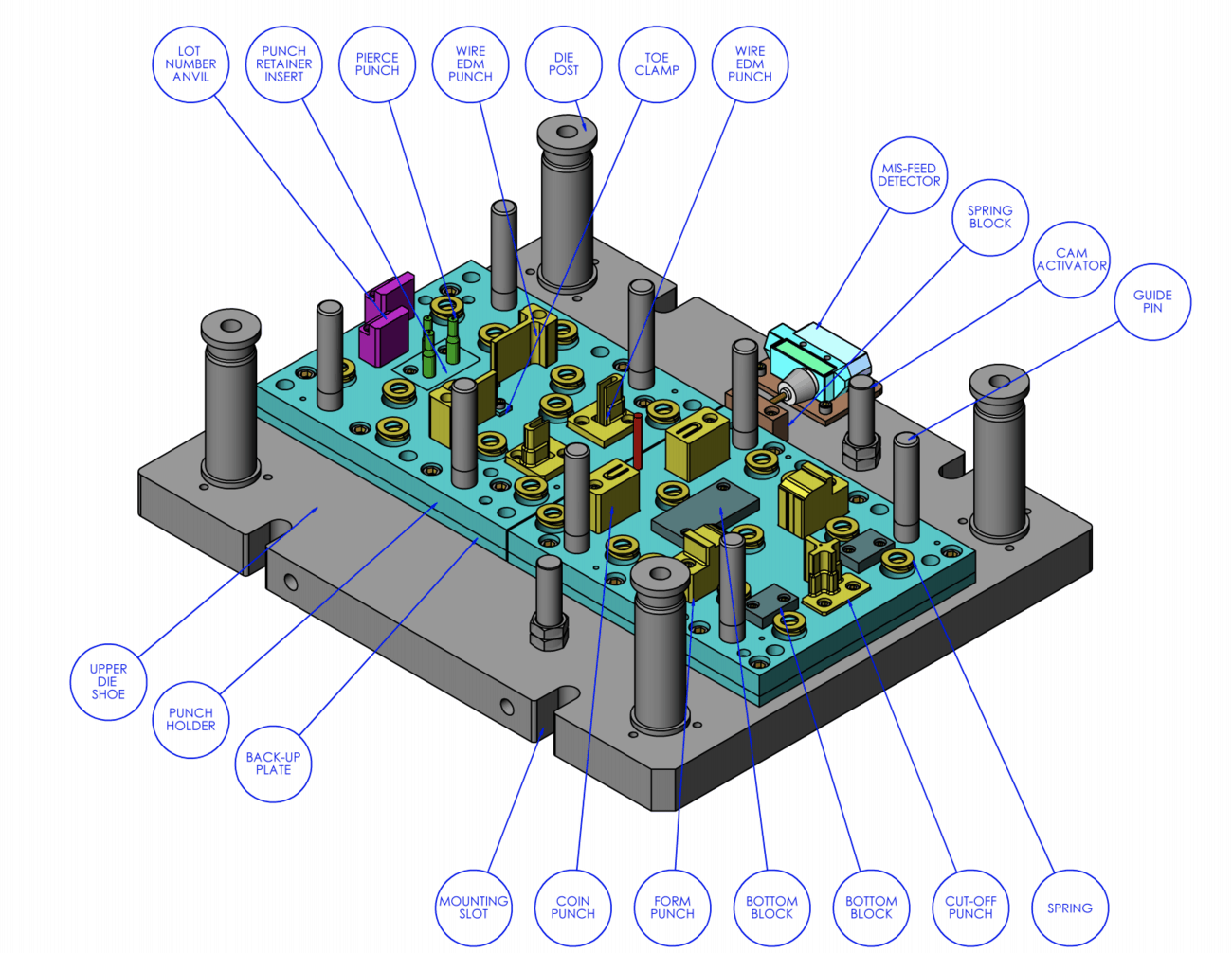
Usually dies are designed with inserts to produce many variations on a single part, such as adding or removing holes or achieving slight form changes. A die basically consists of two halves: a punch and a cavity. The cavity is also called die or bushing. Both the punch and cavity components typically are attached to precision-guided metal plates call die shoes. The shoes assembled with the die is referred to as a die set. The die set is the foundation on which all of the working die components will be mounted. Die sets can be made from steel or high-strength aluminum. Although many commercially available components are used in manufacturing dies, most of the die’s cutting and forming sections usually are made from special types of hardened steel called tool steel. Areas of the die that are not intended to cut or form the metal most often are made from low-cost mild steel. Dies also can contain cutting and forming sections made from solid carbide (tungsten carbide bush) or various other hard, wear-resistant materials.
All stamping dies to perform one of two basic operations: cutting or forming. Many dies can handle both operations. Cutting is perhaps the most common operation performed in a stamping die. During cutting, the metal is severed by placing it between two bypassing tool steel sections that have a small gap between them. This gap, or distance, is called the cutting clearance. The process of metal cutting not only takes a great deal of force, but it also produces a great deal of shock. For this reason, metal cutting is one of the most severe stamping operations. Excessive shock can cause die sections to break, punches to snap, and presses to fail. you literally can feel the floor shake every time the press cycles. Presses intended for cutting heavy or high-strength materials usually are designed with extra-heavy-duty frames and components that can withstand this tremendous shock. Certain presses even have special dampening units installed to help dissipate and absorb the shock.




